

铸造模具制作技术及砂箱的使用及维修
由于压铸件的生产发展很快,压铸压型在铸造模具中的比重越来越大,而且发展也较快。一些中小模具厂采取的是一条龙作业方式,从到编程直到加工出产品甚至售后服务均由一人或几个人完成,生产传递环节少,出现问题易察觉,因而成本低、、周期短很多规模较大的模具厂也多在生产压铸压型,但压铸压型厂并不多,须藉模具以满足下游市场的产品,因此属强/准入超品。
由2009年各国主要进出口国别分析,与地域分布有的关联性,进出口地区多属邻近 ,而日本较特别的是出口地区以 为主,但随中国大陆近年各下游产业的发展,已有渐渐转向拓展大陆市场的趋势。
制模法适合我国国情,具有广阔的应用前景。与高速铣削加工相比,在表面带复杂形状和电火花加工难以省去的金属模具方面占有。基于堆积成形原理的直接制模法在表面及尺寸精度、综合机械性能等方面尚难以满足、高表面质量的模具要求,且成本高、尺寸规格受限制。要进一步提高制模技术的竞争力, 加工数据生成较数控加工数据生成 容易,并能获得所需的尺寸及表面精度材料选择范围广的直接制模新方法。
铸造模具用材料,根据铸件产量的不同即铸造模具使用次数的不同,可分别选用木材、塑料、铝合金、铸铁及钢材等。
木模目前仍应用于手工造型或单件小批量生产中,但随着环境保护要求日益加严,木材使用将日益受到限制,代之而起的将是实型铸造。实型铸造以泡沫塑料板材为材料,裁剪粘接而成模样,然后浇注而成铸件。该方法较之用木模,不但节省了木材,而且使铸件有 高的尺寸精度和 的表面粗糙度,塑料模应用呈上升趋势,尤其是可加工塑料的推向市场和塑料模寿命的提高, 使得塑料模应用日益。
铝合金模由于重量轻、尺寸精度又较高,固此应用仍较。但近来应用已有减少趋势,部分范围已分别为塑料模(当铸件批量较小时)或铸铁模(当铸件批量较大时)所取代。
铸铁模仍是大批量铸造生产的 ,并被大量使用,它具有、、、加工性好、成本低廉、使用寿命长等优点。近几年来,由于铸造水平的提高,已有越来越多的模样、模底板、型板框等采用强度和 高的球铁或低稀土合金灰铸铁制作,而耐热疲劳性能 的蠕墨铸铁也被用于芯盒材料。
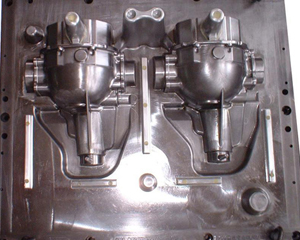
钢材以往主要用于铸模上的标准件、镶块或内衬,较少用于制作铸造模具本体,因为碳钢使用寿命并不高于球铁或低合金灰铁,而合金钢价格又昂贵。但随着模具加工技术的提高及对铸造模具尺寸稳定性要求的提高,模具钢、铬钼台金钢也用于制作铸造模具。某厂从法国引进的轿车缸体模具,其模样及芯盒本体均采用40CMD8(法国标准)铬钼台金钢,其使用寿命为:模样100万次,芯盒50万次。此外,已有越来越多的钢材用于制作模底板、芯盒框架等工装件上。
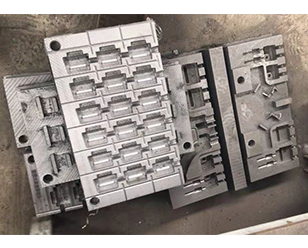
铸造模具是通过液压缸驱动压射头将金属液高速压入模具型腔中,由于是用油压,压力较高,故俗称铸造模具工艺。
铸造模具分类方法很多,过去常使用的有:按铸造模具结构形式分类,如单工序模,复式冲模等;按使用对象分类,如汽车覆盖件铸造模具、电机铸造模具等,采用以使用铸造模具进行成形加工的工艺性质和使用对象为主的综合分类方法,将铸造模具分为十大类,又可根据铸造模具结构、材料、使用功能以及制模方法等分为若干小类或品种。
用传统的砂型锻造出产的铸件精度低、制模周期长,铸件表面质量 无法达到滚塑模的要求,铸后还需人工打磨抛光。在加工方面,数控机床的使用不仅了铸铝模具零件的加工精度和质量,而且以高切削速度、高进给速度和高加工质量为主要特征的加工技术,比传统的切削加工效率提高几倍甚至十几倍。因此,出产滚塑用铸铝模就采用锻造方法,同时引入制模技术,缩短模具的周期。目前发展比较成熟的造型方法有激光造型法SLA、薄板层积法LOM、熔丝沉积法FDM和选择性激光烧结法SLS等。泊头市志航机械模具有限公司生产的全自动射芯机其模架上用的就是铸造模具,覆膜砂壳型模具就是其生产成的!
1、铸造模具砂箱使用前应仔细检查箱轴、吊环、箱角,箱壁等关键部位,发现有破裂、损伤等情况时应停止使用。
2、对于普通造型使用的铸钢、铸铁中型铸造模具砂箱,长度方向壁的变形允许局部向外扩大不超过15mm,向内不超过8mm,高压造型和带有滑道的铸造模具砂箱不包括在内。
3、铸造模具砂箱合箱销和合箱套要根据工艺要求进行定期或不定期的检查。磨损量超过或接近 值时应该立即 换。一般认为,高压造型机用铸造模具砂箱合箱套的内孔磨损 不超过0.2mm,合箱销外径或宽度的磨损 不超过0.15mm。
4、造型自动线铸造模具砂箱的合箱销和合箱套要经常进行在线检查,发现稍有松动的 立即紧固。
5、铸造模具砂箱本体安装合箱销和合箱套的定位孔发生损伤时允许镶套,但不超过两次。
6、高压造型铸造模具砂箱的翻转定位套和撞销要根据使用情况和工艺要求进行不定期的 换。
7、高压造型铸造模具砂箱的合箱面出现较严重的磨损或损伤时允许修平,但 合箱面的平行度和对称度,且去除的,单面一般不超过1.5mm(采用自动挂钩锁紧的铸造模具砂箱除外)。铸造模具修理工作的组织任何铸造模具在使用一段时间后,由于其内部零件逐渐磨损或操作者的粗心大意,都会使其工作性能和精度降低甚至被损坏。所以,为延长其使用寿命,一般要进行修理。修理铸造模具要尽量用较少的时间来完成。如果修理时间拖的太长就会影响生产的正常进行。但是,要达到修理的目的,工厂中正确地组织和安排工作是非常重要的。