


浅谈铸造模具行业的发展
的造型机带来的优点减少对铸件后处理的要求,这意味着降低成本;主油缸活塞行程能生产出薄壁铸件,这意味着减少铸件重量。在展览会上,该公司还展出了GFDGompac530系列动态预紧实、高压压实终紧实的水平分型有箱造型机。动态预紧实的特点是砂型紧实度在型腔部位高而朝砂型背面方向逐渐降低。高压压实则反之。将两者相结合就使整个砂型紧实度既高又均匀。该机在动态预紧实方面采用了一项:折线型的升压曲线,其特点是开始升压速率很低,而随后升压速率增大以达到较高的气体压力。这样既能使型砂能很好地充填很深的吊砂部位又能的预紧实。型砂的终紧实是用柔性压实进行高压压实来完成。目前在世界各国的铸造厂中已由300多套GeorgFischerDisa公司的水平分型冲击造型系统在运行着。
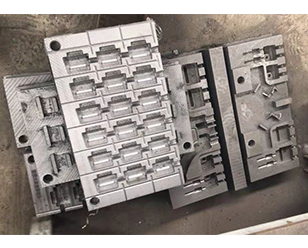
铸造模具的步骤:
一、底面加工,加工量;
二、铸件毛坯基准找正,2D、3D型面余量检查;
三、2D、3D型面粗加工,非安装非工作平面加工(包括平台面、缓冲器安装面、压板平面、侧基准面);
四、半精加工前,侧基准面的找正精度;
五、半精加工2D、3D型面,精加工各类安装工作面(包括限位块安装面及接触面、镶块安装面及靠背面、冲头安装面、废料切刀安装面及靠背面、弹簧安装面及接触面、各类行程限制工作面、斜楔安装面及靠背面),半精加工各类导向面、导向孔,留余量精加工工艺基准孔及高度基准面,并记录数据;
六、检验复查加工精度;
七、钳工镶作工序;
八、精加工前,工艺基准孔基准面找正,镶块余量检查;
九、精加工型面2D、3D,侧冲型面及孔位,精加工工艺基准孔及高度基准,精加工导向面及导向孔;
十、检验复查加工精度。
铸造模具行业的发展对机床的三大要求:
一、能多轴联动及良好的深孔腔综合切削能力模具型腔多为复杂的空间六曲面及沟槽所构成,且许多模具具有深孔腔。为了达到对3D曲面的、高速度和高稳定性加工,机床需要多轴联动,且具有良好的深孔腔综合切削能力。可以采用五轴联动加工中心,除了三个坐标的直线运动外,还有两个旋转坐标的进给运动。铣头或工作台可以多轴联动进行连续回转进给,从而适用于加工具有复杂型腔曲面的模具零件。
二、由于模具正在向大型化方向发展,几吨到几十吨的模具非常普遍,因此要求机床工作台面能承受大重量,这就要求设备具有大承重和高刚性的特性,还有足够大的台面尺寸和工作行程与之相适应。另外,模具材料的强度和硬度都很高,加上常常采用伸长量较大的小直径端铣刀加工模具型腔,因此加工过程容易发生颤振。为了零件的加工精度和表面质量,用于模具制造的高速机床有很高的动、静刚度,以提高机床的定位精度、跟踪精度和抗振能力。
三、高转速和大功率高速加工是发展方向,高速铣削在模具加工中已显示了地优越性。为了适应模具型腔曲面的加工,刀具的半径应小于型腔曲面圆周半径,以免加工过程中刀具与工件发生“干涉”。由于刀具直径小,因此要求主轴转速非常高,高速加工机床主轴转速已达到4万~10万r/min,进给速度可达3万~6万min。型腔和模具零件其他部件粗、精加工常常在工件一次装夹中完成,故主轴功率要大,中等尺寸模具铣床和加工中心的主轴功率常为10~40kW,有的甚至。