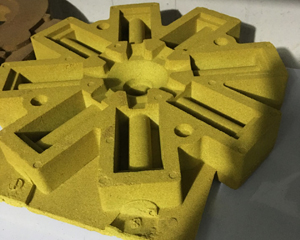
 覆膜砂模具砂壳
覆膜砂模具砂壳覆膜砂具有优异高温性能,,低发气,覆膜砂制造的铸铁、钢件可粘砂...
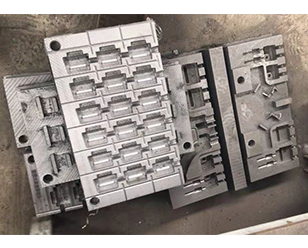 铸造模具
铸造模具模具制作:我们根据样品或图纸做出产品的三维造型,并用此三维图制...
 80型全自动双工位射芯机
80型全自动双工位射芯机80型全自动双工位射芯机与普通射芯机比较有一下几点优势:生产:双工...
 覆膜砂铸造模具
覆膜砂铸造模具覆膜砂铸造模具毛坯制造技术主要有干砂实型铸造、负压实型铸造、树...
覆膜砂模具砂芯开裂的原因与整机结构
覆膜砂模具制芯时开裂变形通常会认为覆膜砂模具强度低构成的。实际上砂芯开裂和变形会涉及到许多出产过程。具体原因如下:
1、动模和静模不平行或不在同一中心线上,合模时在油缸或气缸的压力效果下,定位销前端有一段斜度,覆膜砂模具仍是会合紧,但在开模时动模和静模仍会恢复到原始状态使砂芯开裂或变形。在这种状况下射砂时会跑砂,砂芯的尺寸会变大。处理对策是及时调整模具的平行度和同轴度。
2、在壳芯机上出产空心砂芯时,从砂芯中倒出没有硬化的覆膜砂要求从头运用时,有需要进行过筛并未用过的覆膜砂按3:7份额混合后运用,这样才华壳芯砂芯的表面质量和砂芯强度。
3、制芯时模具的温度和留模时刻,关系到砂芯结壳硬化厚度是否达到工艺要求。工艺上所规矩的工艺参数都要求有一个规划,这个规划需靠操作人员的技能来进行调整。在模具温度上限时留模时刻可以取下限,模具温度不才限时留模时刻取上限。对操作人员要求不断地练习提升操作技能。
4、制芯时在模具上会粘有酚醛树脂和砂粒,有需要进行及时整理并喷上脱模剂,否则会越积越多开模时会把砂芯拉断或变形。
5、热芯盒模具静模上的弹簧顶杆,由于长时间在高温状态下工作会产生弹性失效而构成砂芯开裂或变形。有需要及时替换弹簧。
射芯机是采用覆膜砂制芯,适用于热芯盒和冷芯盒两种。射芯机的特点是应用两根导柱,开合模垂直分型,同时安装两副不同的模具,中间固定架可以双面安装定模,左右开合模(相当于双模架)。射芯机普遍应用于铸造行业中,用射芯机制造的型芯尺寸准确,表面光洁。射芯机工作原理是将以液态或固态热固性树脂为粘结剂的芯砂混合料射入加热后的芯盒内,砂芯在芯盒内预热很快硬化到相应厚度(约为5~10mm)将之取出,形成表面光滑、尺寸准确的优良砂芯成品。射芯机近年来应用比较普遍,由于使用射芯机造型可以省去高额的造型工工资。因为是多箱叠放浇注还能减少浇冒口的浪费,浇注后的覆膜砂溃散性很好,利于清砂。
射芯机为垂直分型射制砂芯及外形。整机结构主要由三大零部件组成。
一、模架部件:主要由动模板、左右支架板及导柱、导套、顶杆、合模缸等零部件组成。整个模架由左右支架板安装在底座上。动模板在合模的推拉下沿导柱左右移动完成合模、开模的制芯过程。动模板在开模时由定模板上的顶杆顶在顶芯板上砂芯被顶出,手工轻易就可取出。底座:整个设备的支撑、模架、立柱、电控箱、电磁阀等安在其上。
二、立柱部件:主要由横梁、立柱构成设备的上部构架。在横梁上安装有砂筒、砂斗、砂阀部件、压紧缸等零部件构成制芯的供砂、供气系统。
三、射砂装置:包含有砂筒、气阀、砂筒架、射头、射砂板等零部件组成。工作时由压紧缸将砂筒压紧在芯盒的上平面上,打开射砂阀进行射砂。排气射砂完毕,松开压紧缸(退回原始位置)完成射砂、加砂工作。