

覆膜砂铸造模具注塑工艺是怎样的?
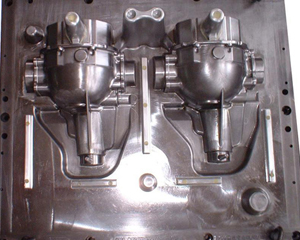
覆膜砂铸造模具是指为了获得零件的结构外形,预先用其他轻易成型的材料做成零件的结构外形,然后再在砂型中放入模具,于是砂型中就形成了一个和零件结构尺寸一样的空腔,再在该空腔中浇注流动性液体,该液体冷却凝固之后就能形成和模具外形结构一样的零件了。也可以用在造型机上,可以用在任意的模具机械上面。零件的各项技术要求一方面影响零件的工作性能,另一方面又直接关系到制造过程的经济性和可行性。一般来说,在加工过程中,随着加工表面精度提升之后,有必然会同时较细的表面粗糙度,但随着表面粗糙度值得降低,加工费用又要增加。因此,操作者在决定精度时,先要确定零件性能要求,同时也要考虑工艺条件及零件的制造成本等诸多因素。
覆膜砂铸造模具注塑工艺是怎样的?下面,为您详细介绍一下:
一、模具温度控制:模具温度一般为50-80℃;
二、恰当的背压:假如背压太低,螺杆旋转简单溢出到空气中,料筒颗粒密度小,塑化作用差,影响塑件外观质量(一般背压取10-20kg/cm2);g)0.8-1.0mm.h)玻璃纤维增强PS-GF30,料筒温度180-275℃,模具温度20-80℃,成型收缩率0.1-0.2,密度1.29/cm3。
三、成型温度规模较大,加热熔化和固化,所以成型周期一般较短;温度参数:料筒温度200℃左右,物料温度过高易发生银色,而料温过低会使透明度差;
四、GPPS流动性好,啤酒不需要高压(一般打针压力约10Mpa),以免增加塑料片内的应力-或许导致开裂(特别是涂装后的工艺);
五、打针速度高到足以削弱夹子水痕,但打针速度受打针压力的影响,高速或许导致粘模及顶部白顶裂开等冲头或死角;
六、原材料一般不需要枯燥,单个情况下80℃烘2小时;
对于铸造行业来说,我们可以采用不同的工艺方法来获得覆膜砂铸造模具。比如根据其的结构不同,可以将铸造模具分为复合模具和单工艺模具等。另外还包括有很多其他的分类方法。但对于覆膜砂铸造模具而言,我们除了要考虑其的结构、使用功能、材料和造型方式之外,还特别要注意控制其的度。在进行设计的过程中,工作人员需要要充足考虑对腔体零件的磨削、磨削和抛光的可行性。这是因为在加工期间,虽然在理论上将其的加工精度了了良好的控制,而且使其具体的收缩率与预期的结果一致。在覆膜砂铸造模具成型过程中,仍然不可避免的会出现相应的偏差。这样势必会影响到其的度。除了这些常用措施之外,我们还需要补充相应的定位设施,以确定定位精度准确。
在覆膜砂铸造模具成型过程中,仍然不可避免的会出现相应的偏差。这样势必会影响到其的度。除了这些常用措施之外,我们还需要补充相应的定位设施,以确定定位精度准确。在选择材料的过程中,同样要注意选择力学性能好的合金工具钢。另外还需要注意检测材料的其他物理性能,以其硬度、性能等均达到具体要求。不仅如此,我们还需要考虑到这些材料在铸造成覆膜砂铸造模具的过程中,其的加工性能。考虑到在实际应用中,受到温度因素的影响,因而可能会发生相应程度的膨胀,所以,在确定覆膜砂铸造模具使用要求的同时,还需要进行合理的排气设计。总之,只有确定覆膜砂铸造模具设计的合理性,才可以生产出优良的模具产品。